Ligne automatisée pour l’assemblage de toits ouvrants automobiles

M160531
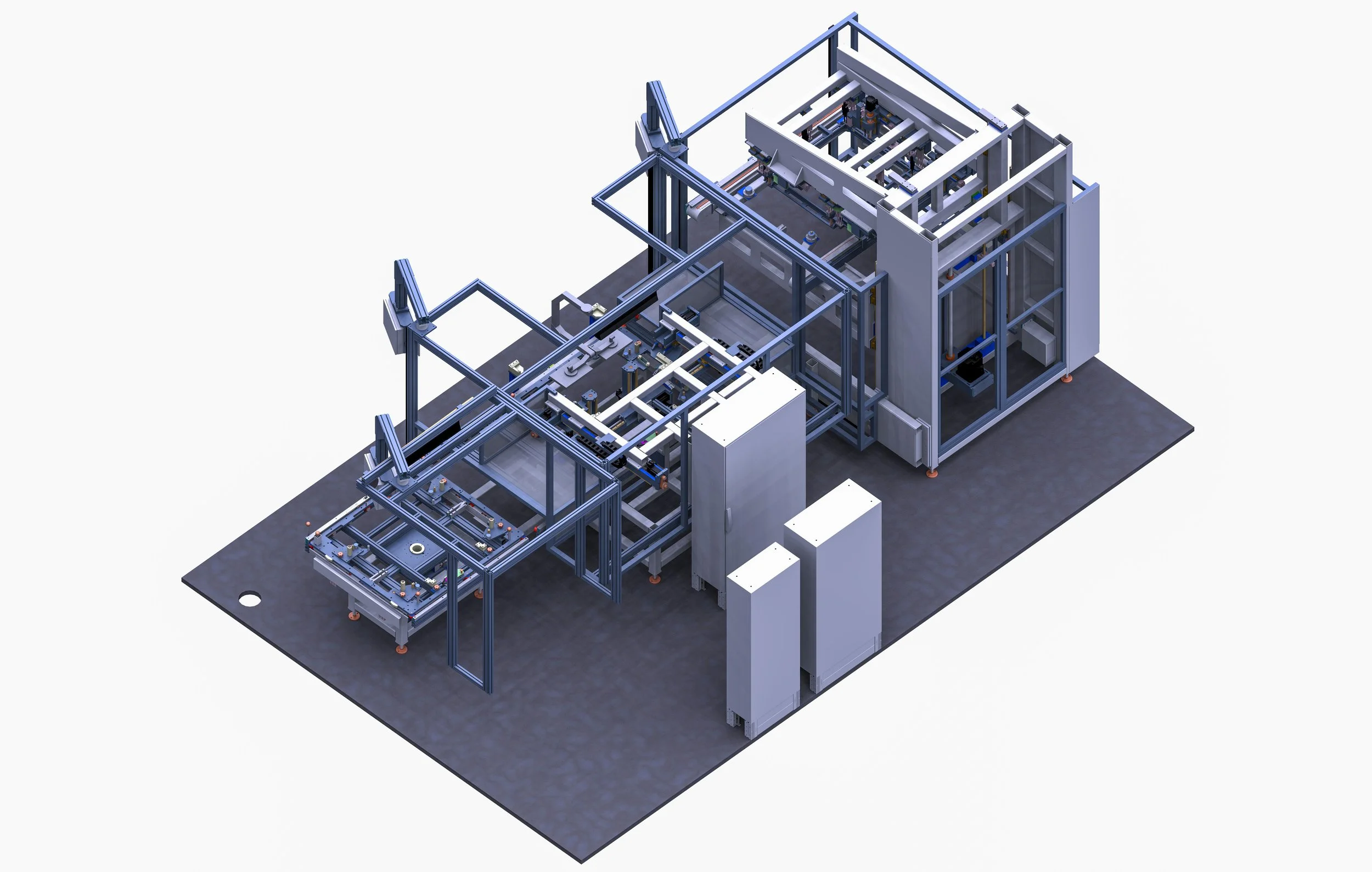
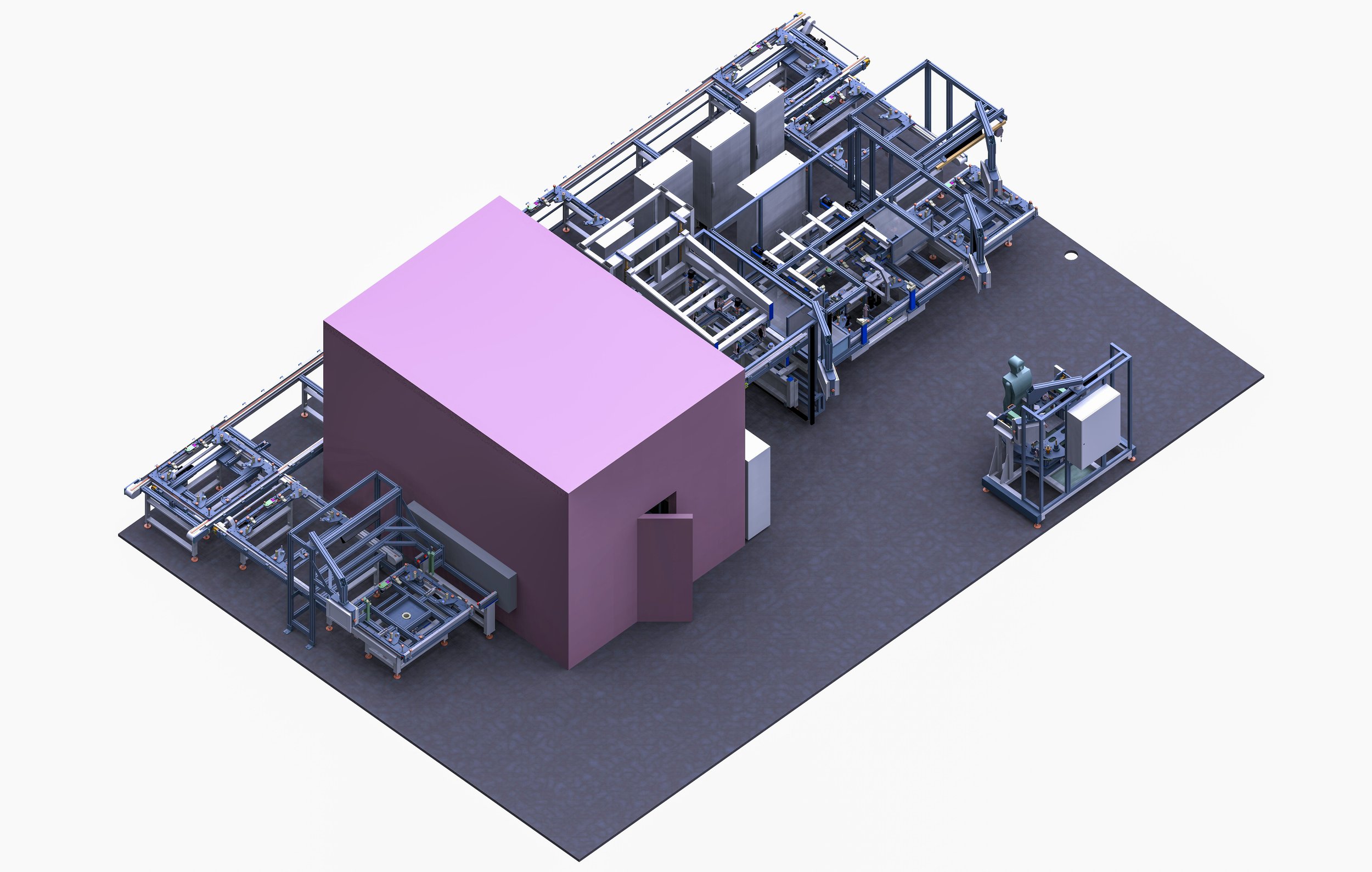
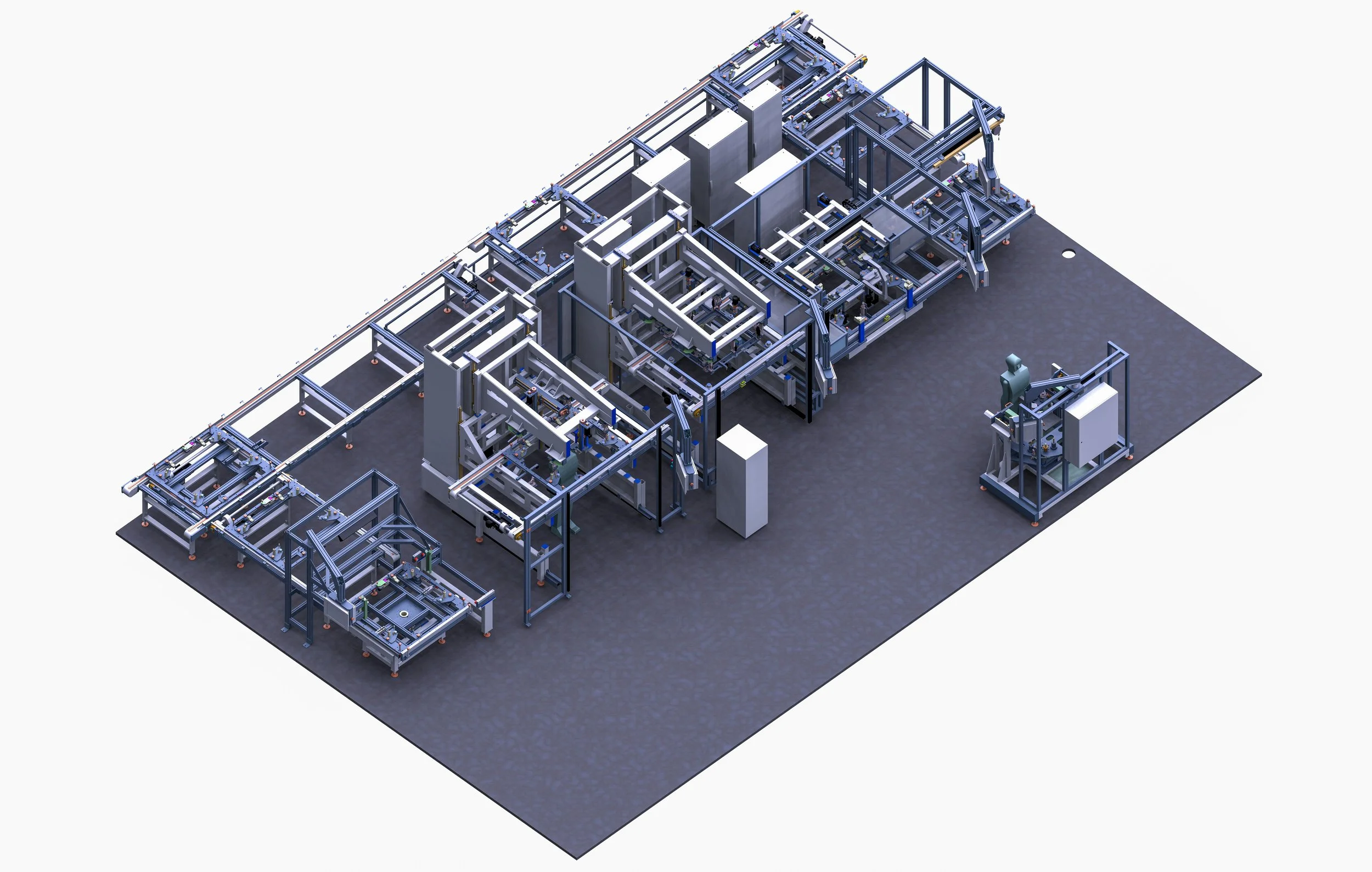
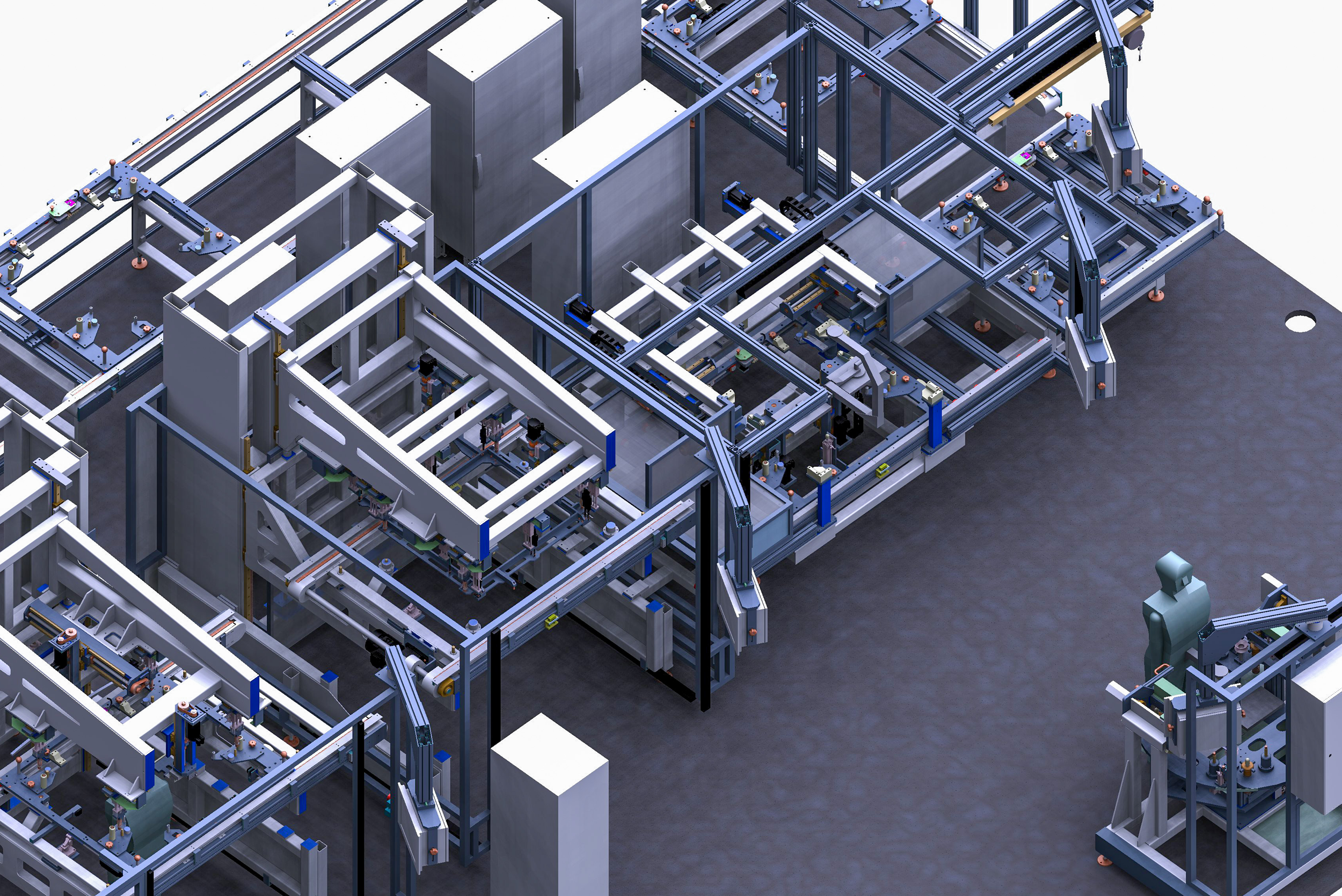
Nous avons conçu, réalisé et installé une ligne complète d’assemblage de toits ouvrants automobiles destinée aux références R82 et R83, intégrant des postes manuels, semi-automatiques et automatiques. Cette ligne a été développée pour répondre à des exigences élevées en matière de qualité d’assemblage, précision géométrique, traçabilité et contrôle fonctionnel, tout en garantissant une cadence industrielle maîtrisée.
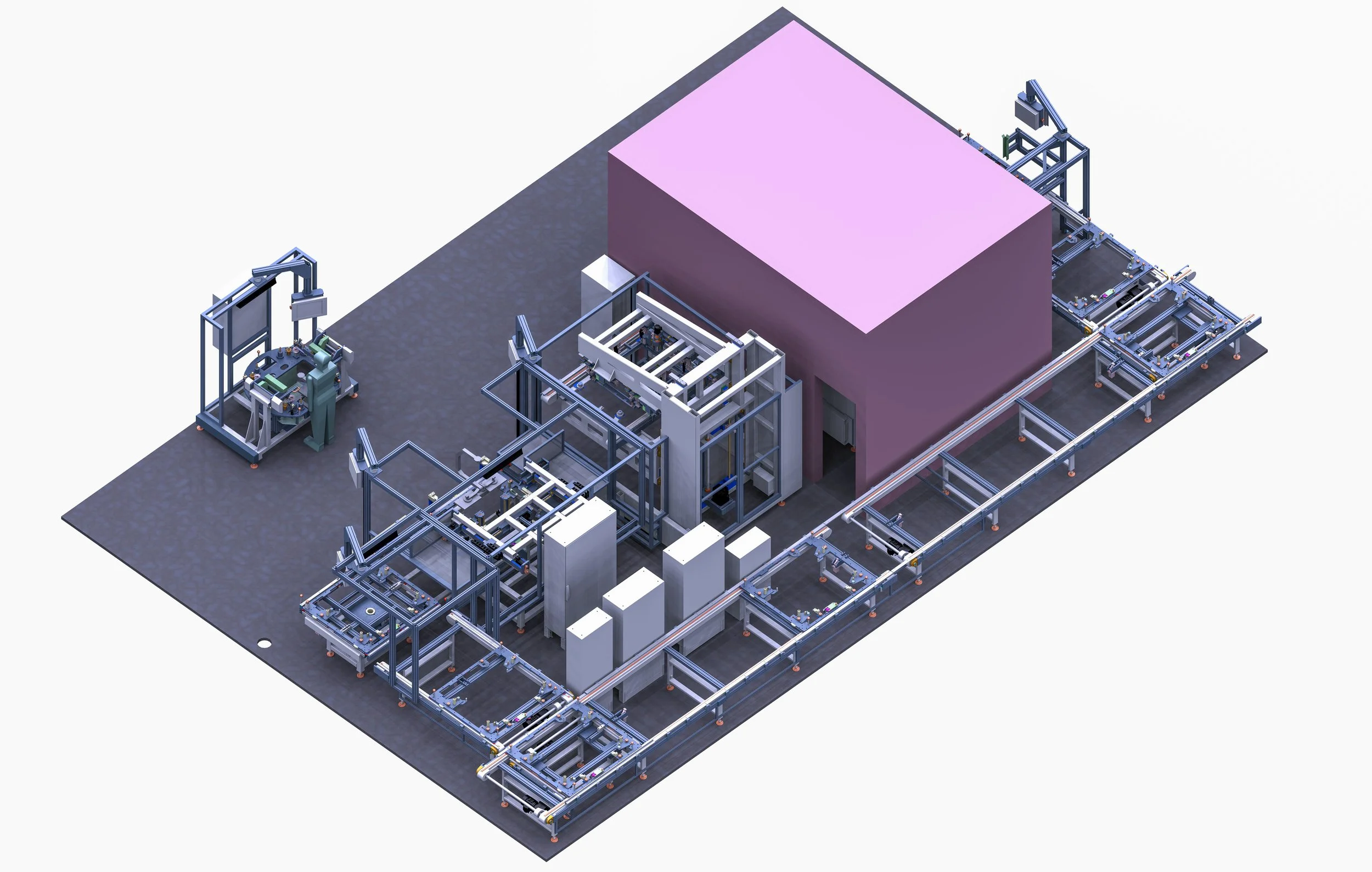
La ligne est implantée sur le site ACS Orense et dimensionnée pour une production de 130 toits par jour, soit 65 unités de chaque référence, avec un temps de cycle nominal de 183 secondes par toit sur un seul flux de production.
-
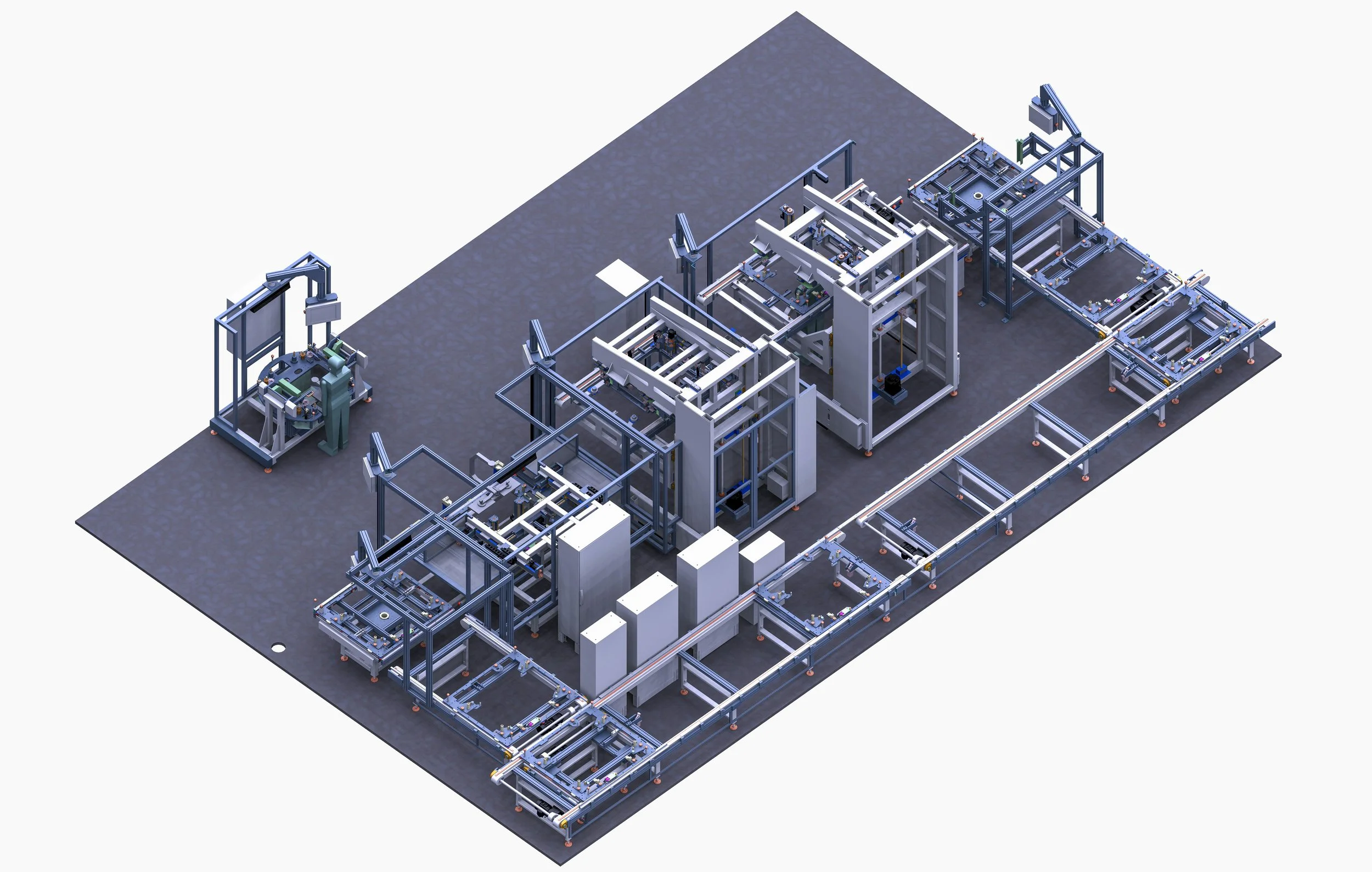
L’installation est organisée en ligne en “I”, avec l’ensemble des postes alignés sur une même face pour faciliter l’animation par les opérateurs. Le retour des palettes est assuré par un convoyeur automatique arrière, indépendant du flux principal, garantissant une circulation fluide et continue des supports sans croisement opérateur.
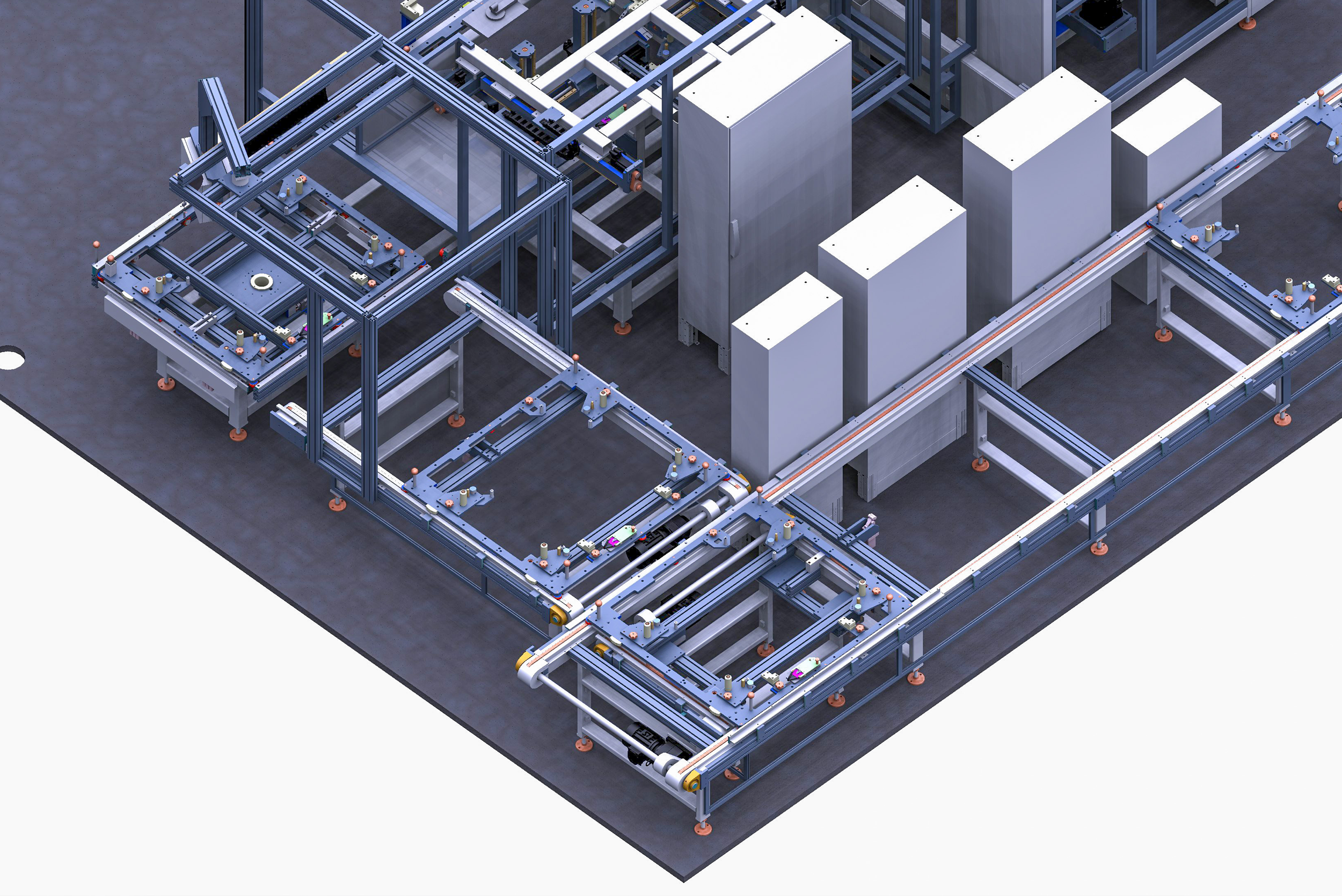
La ligne repose sur un système de palettes dédiées multi-références, conçues pour accueillir les deux variantes R82 et R83, intégrant référencement mécanique, guidage, connectique embarquée et identification RFID pour la traçabilité.
-
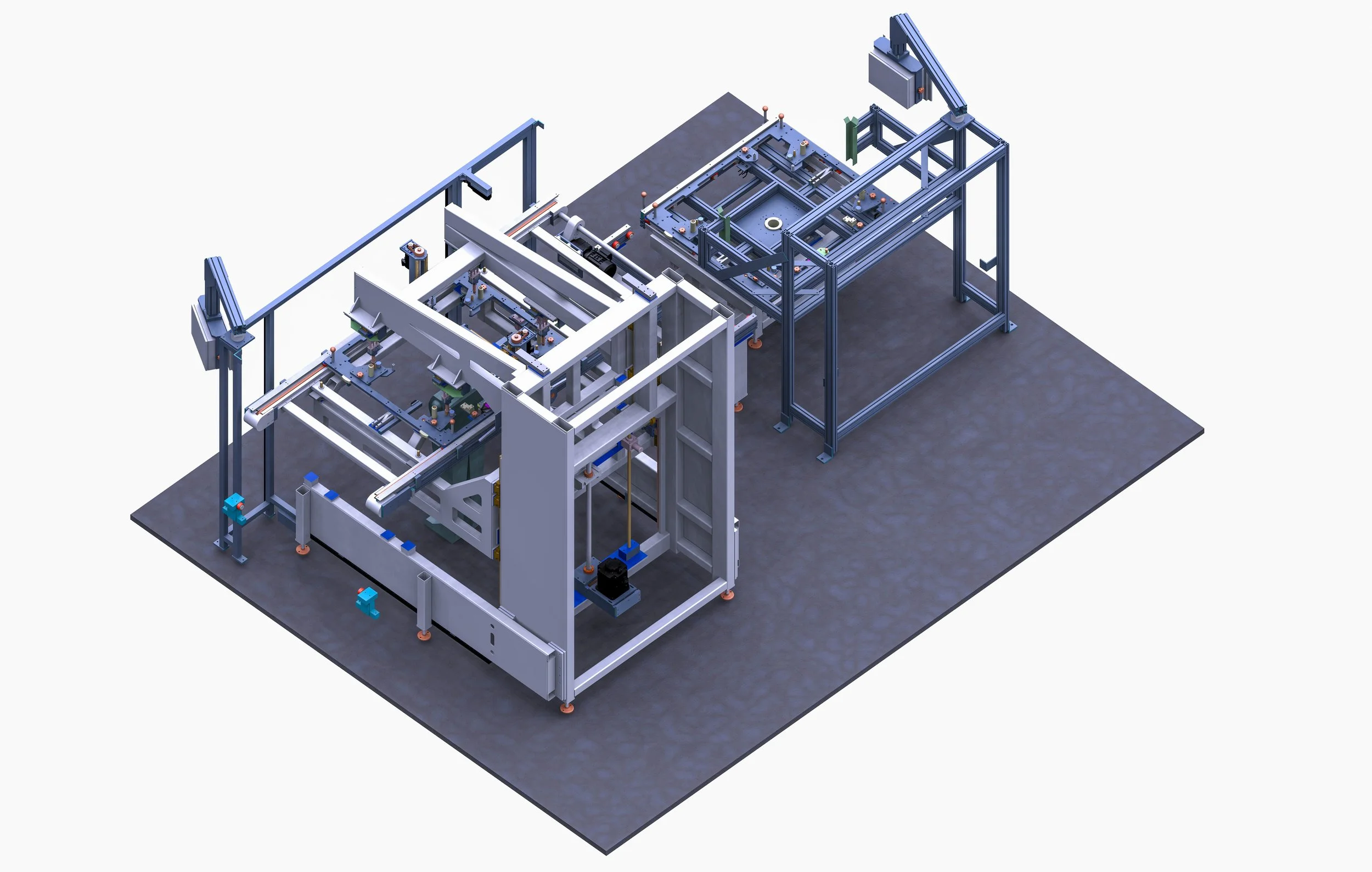
Les premières stations assurent le chargement du cadre, l’assemblage des rails, accessoires et déflecteurs, ainsi que le préréglage précis de la glace mobile.
Les opérations de pose et d’ajustage de la glace intègrent des unités de mesure par palpeurs, des réglages manuels assistés et des systèmes d’aide à la manipulation garantissant sécurité, ergonomie et qualité d’assemblage.
-
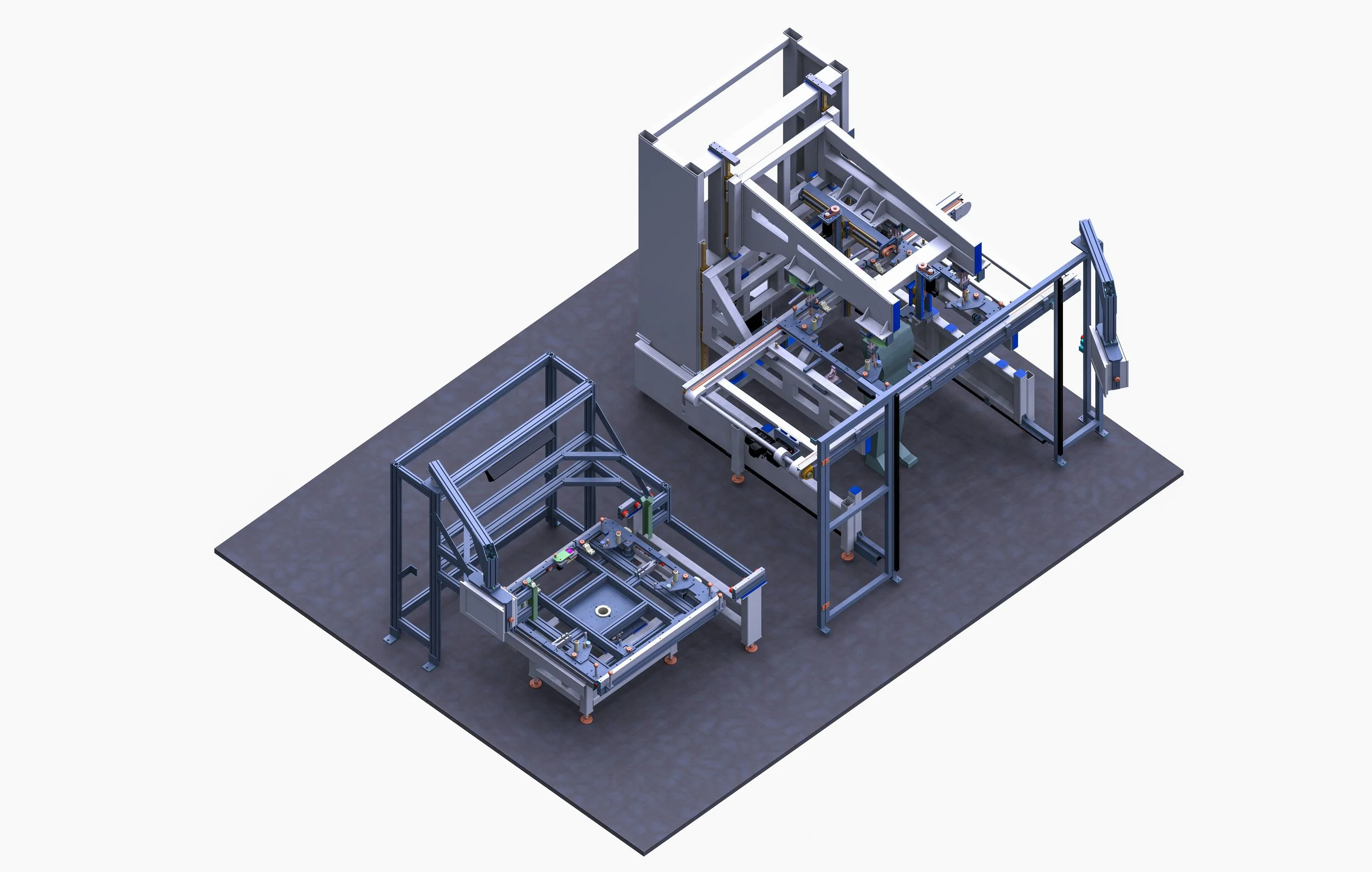
Le cœur de la ligne repose sur des postes semi-automatiques assurant :
l’élévation et le bridage du toit,
la mesure géométrique de la position de la glace,
l’ajustement motorisé en Z par unités numérisées,
le vissage contrôlé des sous-ensembles critiques.
Ces postes combinent servomoteurs, vis à billes, guidages de précision et capteurs de mesure, garantissant répétabilité et stabilité du réglage dans le temps.
-
Un poste automatique dédié réalise l’ensemble des contrôles électriques, fonctionnels et qualité, incluant :
cycles de fonctionnement et rodage,
contrôles anti-pincement avant et arrière,
contrôle du fonctionnement de l’éclairage,
contrôle de la hauteur du déflecteur,
contrôle acoustique avec enregistrement sonore,
contrôle aspect et nettoyage.
Chaque toit est entièrement tracé, depuis l’assemblage jusqu’au conditionnement final, avec lecture Datamatrix, enregistrement des données process, génération d’étiquettes et archivage des informations de production.
-
L’ensemble de la ligne est piloté par une architecture d’automatismes SCHNEIDER, intégrant :
servomoteurs et variateurs,
réseaux Ethernet industriels,
postes déportés,
supervision et maintenance à distance,
gestion centralisée de la sécurité.
Le convoyage principal et le retour palettes sont entièrement automatisés, avec transbordeurs manuels et automatiques permettant une circulation continue et fiable des palettes sur l’ensemble de l’installation.