Poste de contrôle final de feux automobiles
M210315
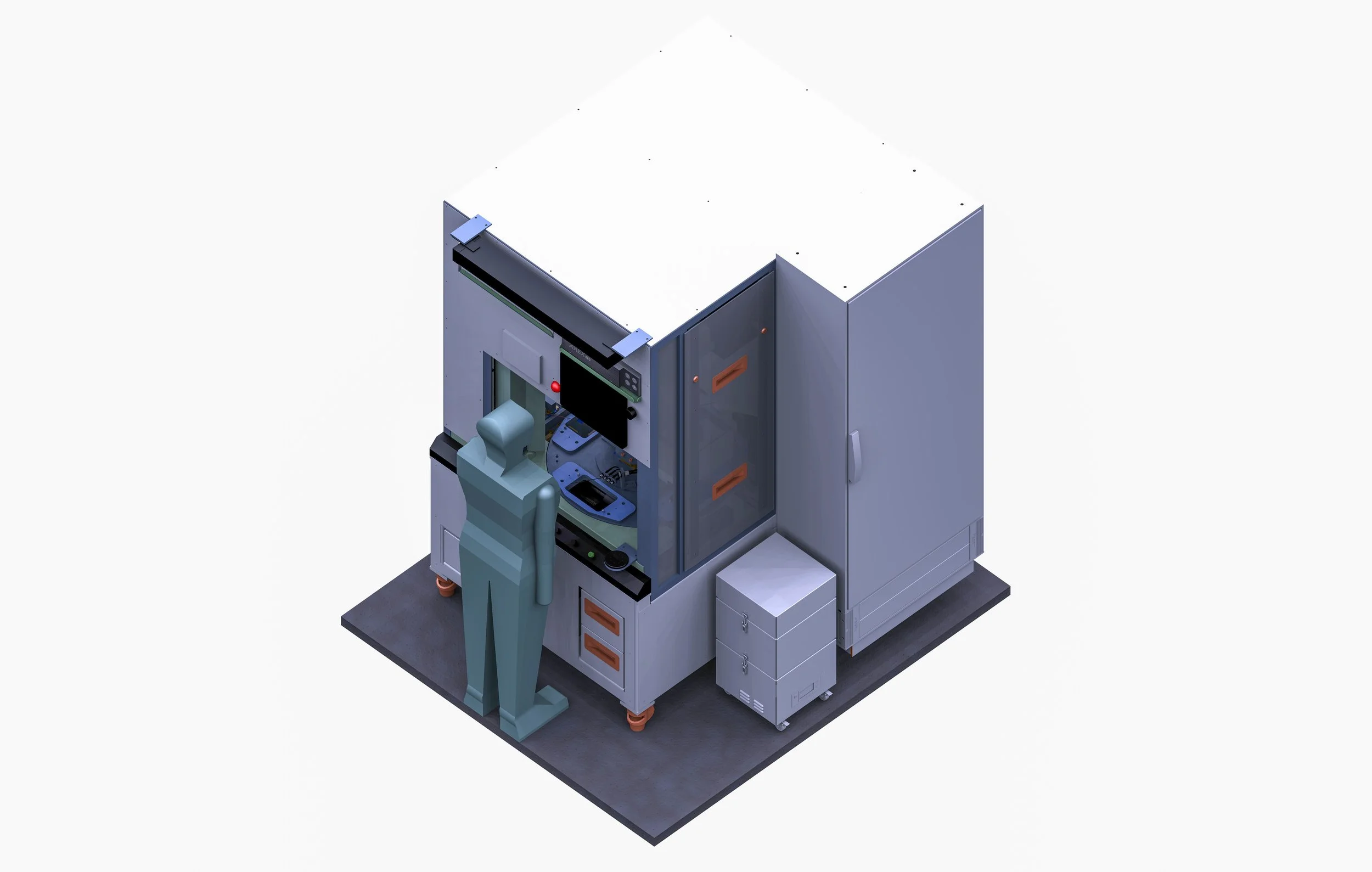
Nous avons conçu et réalisé un poste automatique de réglage et de contrôle final destiné à des feux arrière automobiles multi-références, intégrant sur une même machine l’ensemble des opérations critiques de validation produit avant expédition.
Cette installation permet de traiter plusieurs familles de feux (différents modèles, côtés droit et gauche), avec des changements de série rapides, tout en garantissant une cadence élevée, une qualité de contrôle homogène et une traçabilité complète des opérations.
Le chargement et le déchargement des pièces sont réalisés manuellement par un opérateur, tandis que l’ensemble des contrôles et réglages sont entièrement automatisés.
-
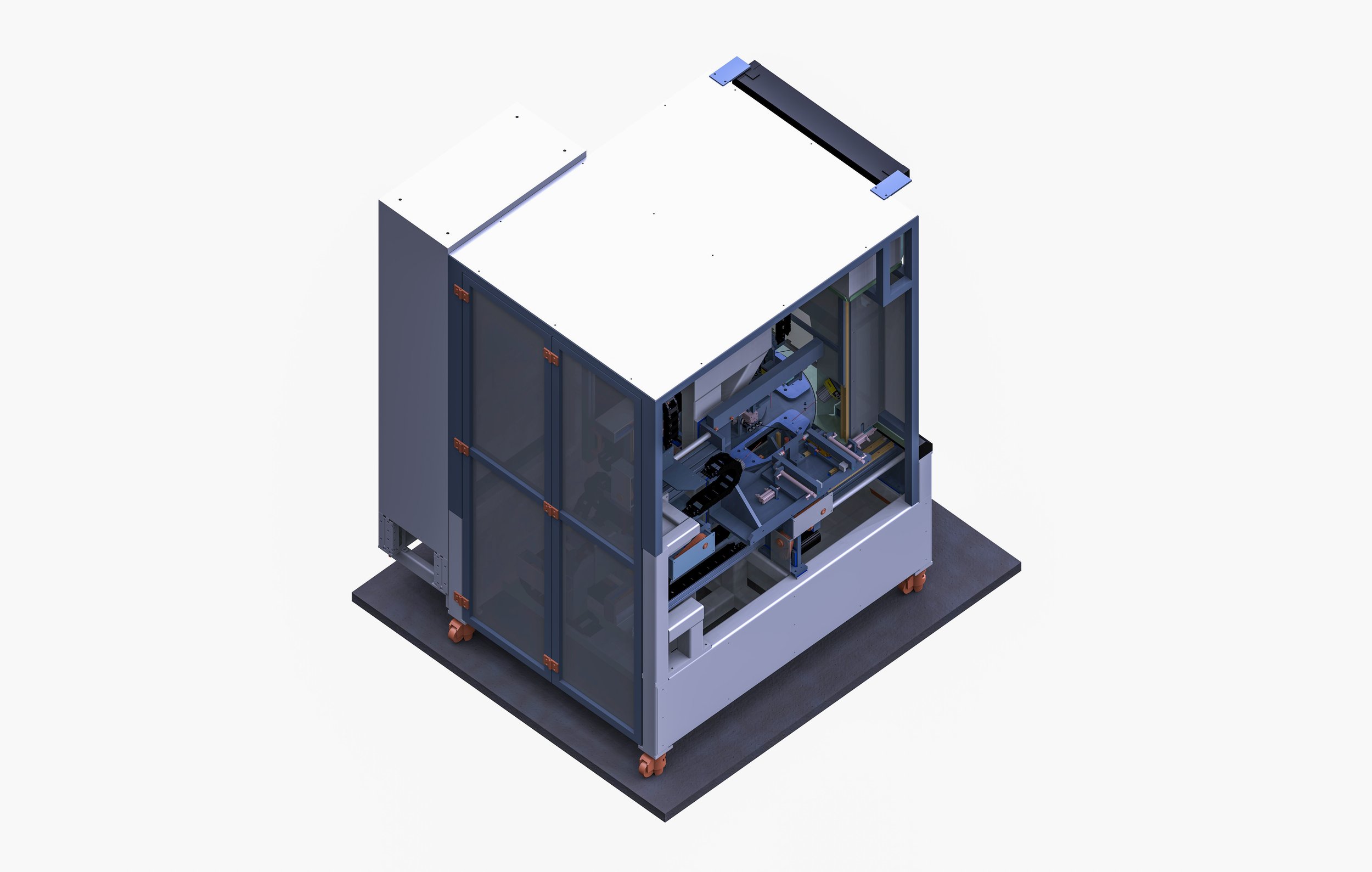
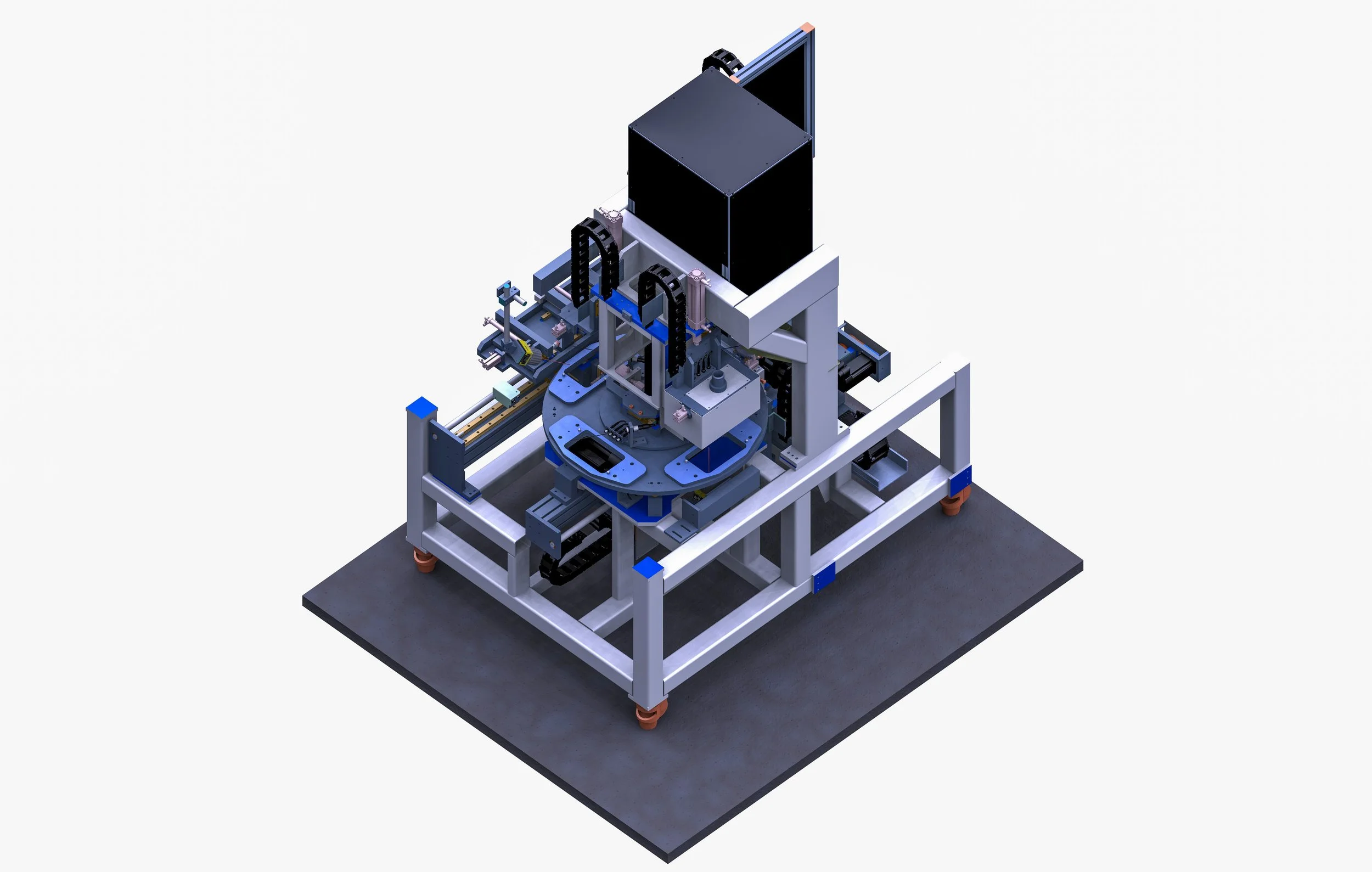
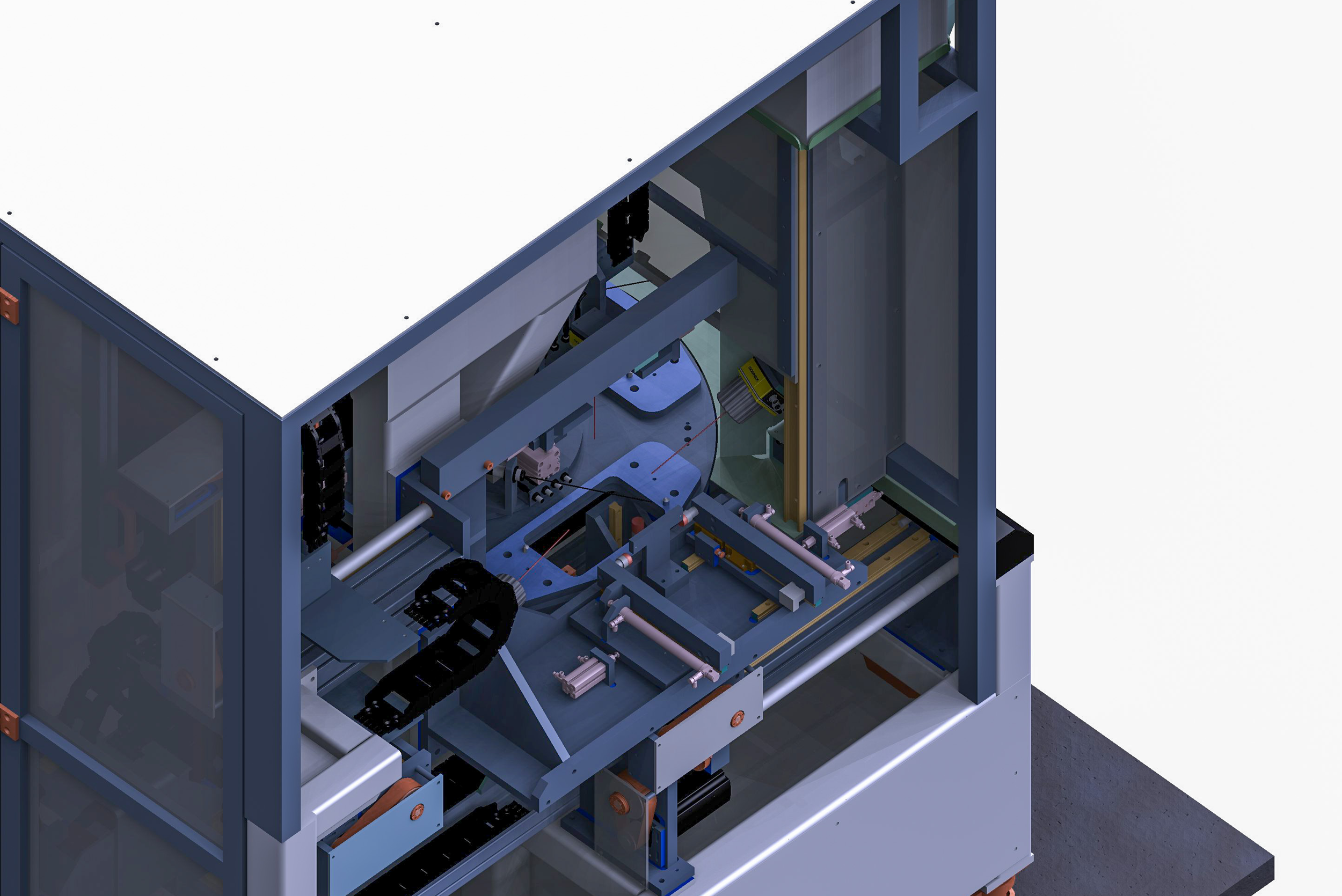
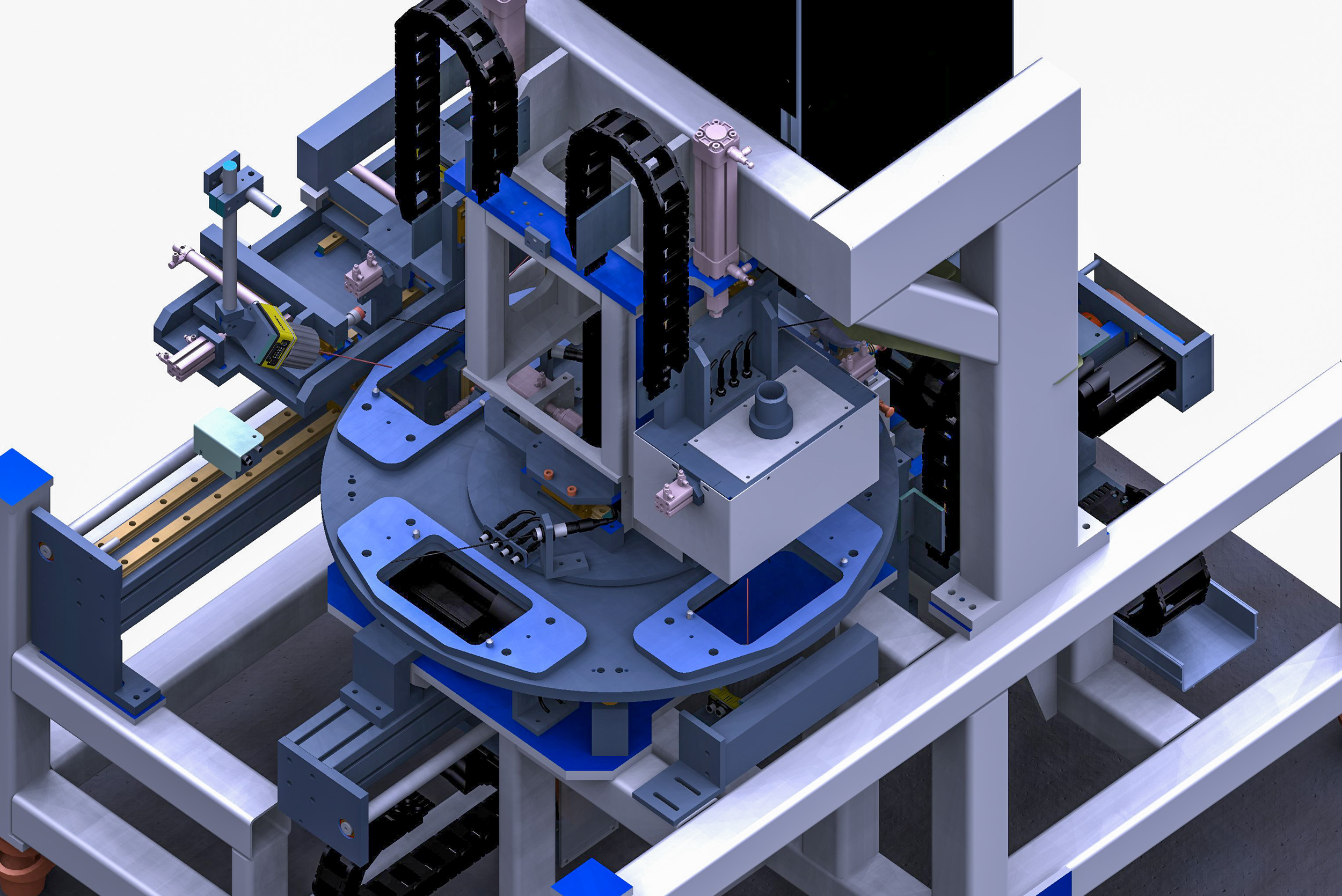
La machine est organisée autour d’un plateau rotatif indexé, regroupant quatre stations de travail successives.
Chaque station est dédiée à une fonction précise :
chargement / déchargement opérateur,
bouchonnage et contrôle d’étanchéité,
réglage du faisceau lumineux et contrôle électrique,
marquage laser et contrôles finaux.
-
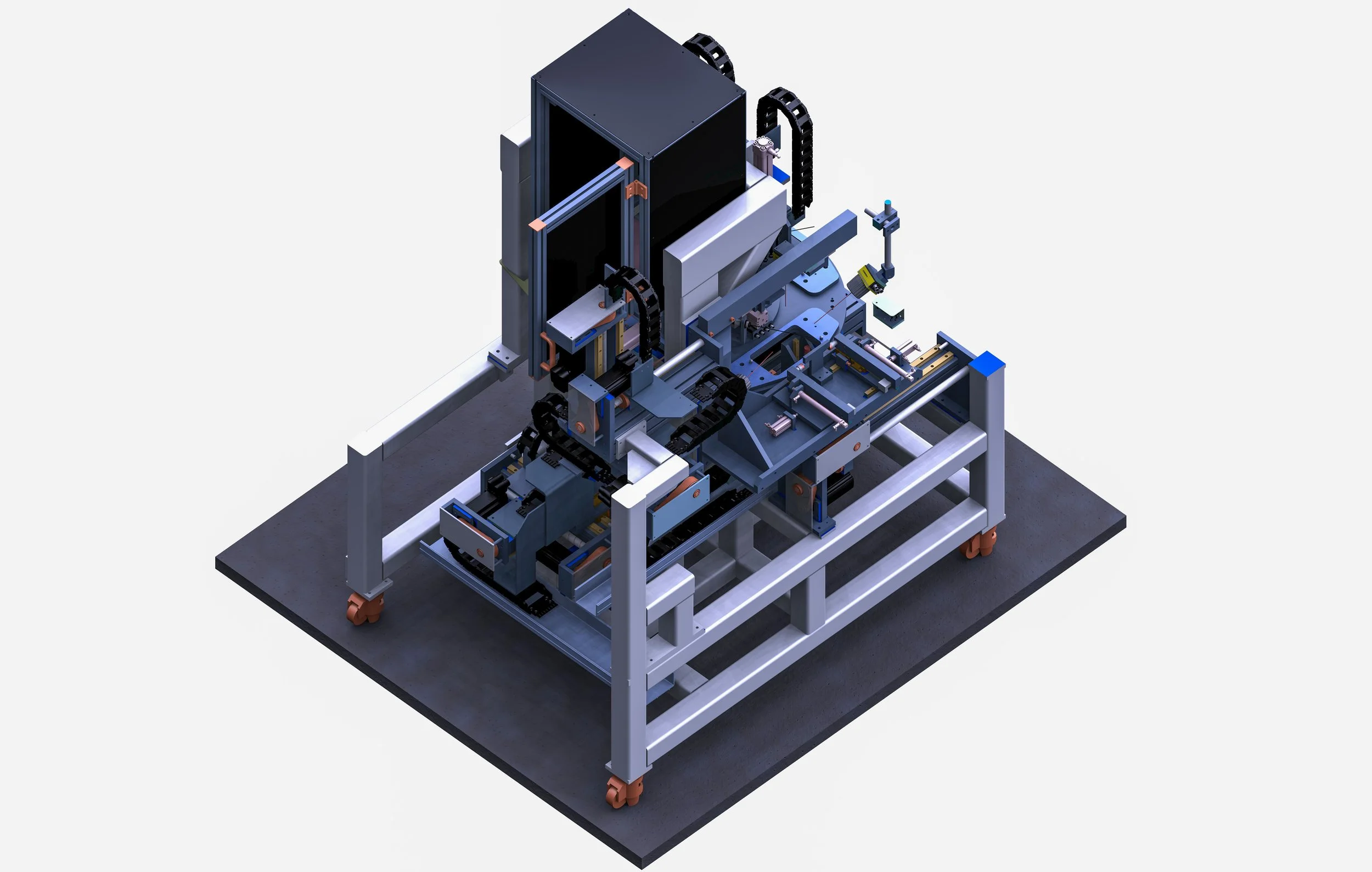
Le poste intègre plusieurs unités de contrôle automatisées, combinant des technologies pneumatiques, mécatroniques et de vision industrielle.
Les tests d’étanchéité sont réalisés à l’aide d’un équipement ATEQ, intégré suivant les standards client, avec mise en place automatique des interfaces de test.Des systèmes de vision industrielle assurent :
le contrôle de présence des membranes,
la vérification du masque et de la lentille,
la validation finale du produit après réglage.
-
Le réglage du faisceau lumineux est réalisé par un manipulateur multi-axes numérisés, capable d’intervenir sur différents types de réglage (horizontal et vertical) selon la référence produit. Les axes motorisés assurent un positionnement précis de l’outil de réglage, avec dégagement automatique pour les changements d’outillage.
En fin de cycle, la machine réalise le marquage laser Datamatrix, suivi d’une relecture automatique garantissant la conformité du gravage. L’ensemble de la zone laser est sécurisé par une cartérisation dédiée et un système d’extraction des fumées.
-
La machine est conçue pour accueillir un grand nombre d’outillages interchangeables, inférieurs et supérieurs, permettant de couvrir plusieurs variantes produit. Les posages sont anodisés, détrompés mécaniquement et codés par capteurs, afin d’éviter toute erreur de montage.
Cette approche permet :
une adaptation rapide aux évolutions de gamme,
une sécurisation des changements de série,
une exploitation industrielle fiable sur le long terme.