Machine de dévernissage
M230715
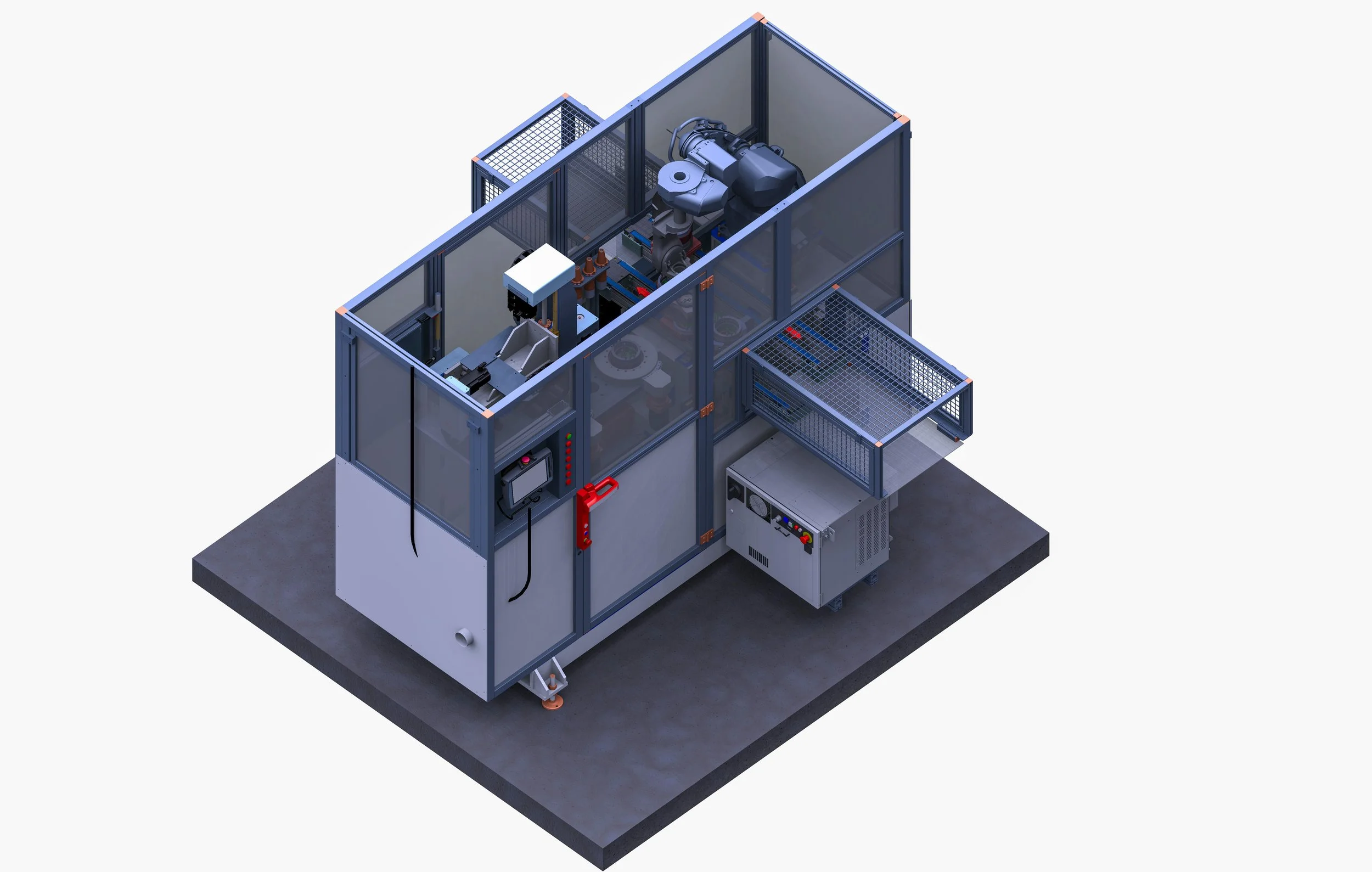
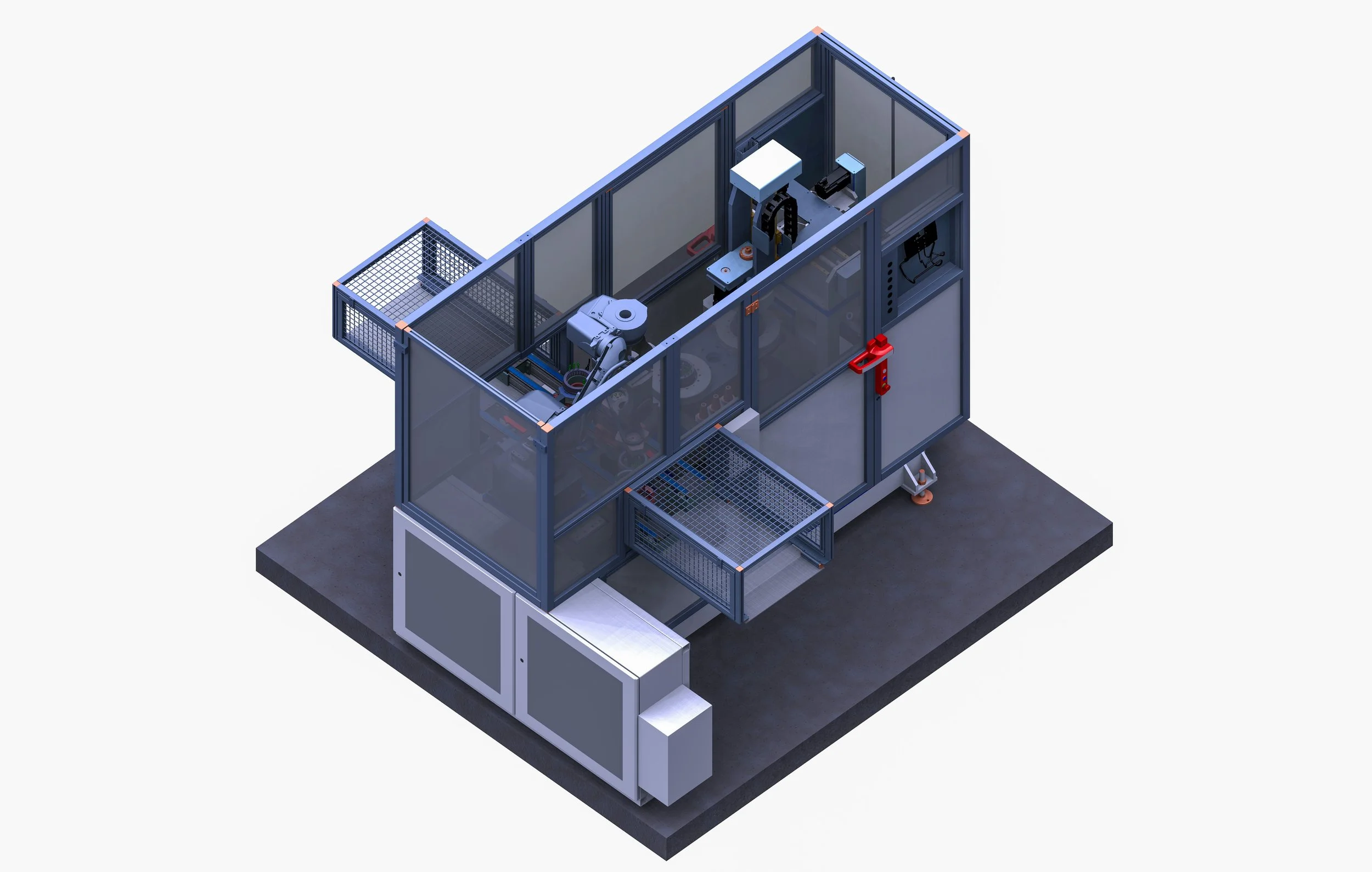
Nous avons conçu et réalisé une machine automatique d’ablation de vernis destinée à la finition de stators imprégnés, intégrée sur une ligne industrielle à forte cadence. Cette installation permet le retrait précis du vernis sur le diamètre intérieur du paquet stator, tout en garantissant la préservation des fils, l’homogénéité dimensionnelle et la répétabilité du process.
La machine est conçue pour traiter une large gamme de stators, ficelés et imprégnés, pouvant atteindre 160 °C en entrée, avec des géométries variables et des tolérances serrées. L’objectif du projet était d’associer productivité élevée, précision d’usinage et adaptabilité automatique aux références, sans intervention opérateur lors des changements de produits.
-
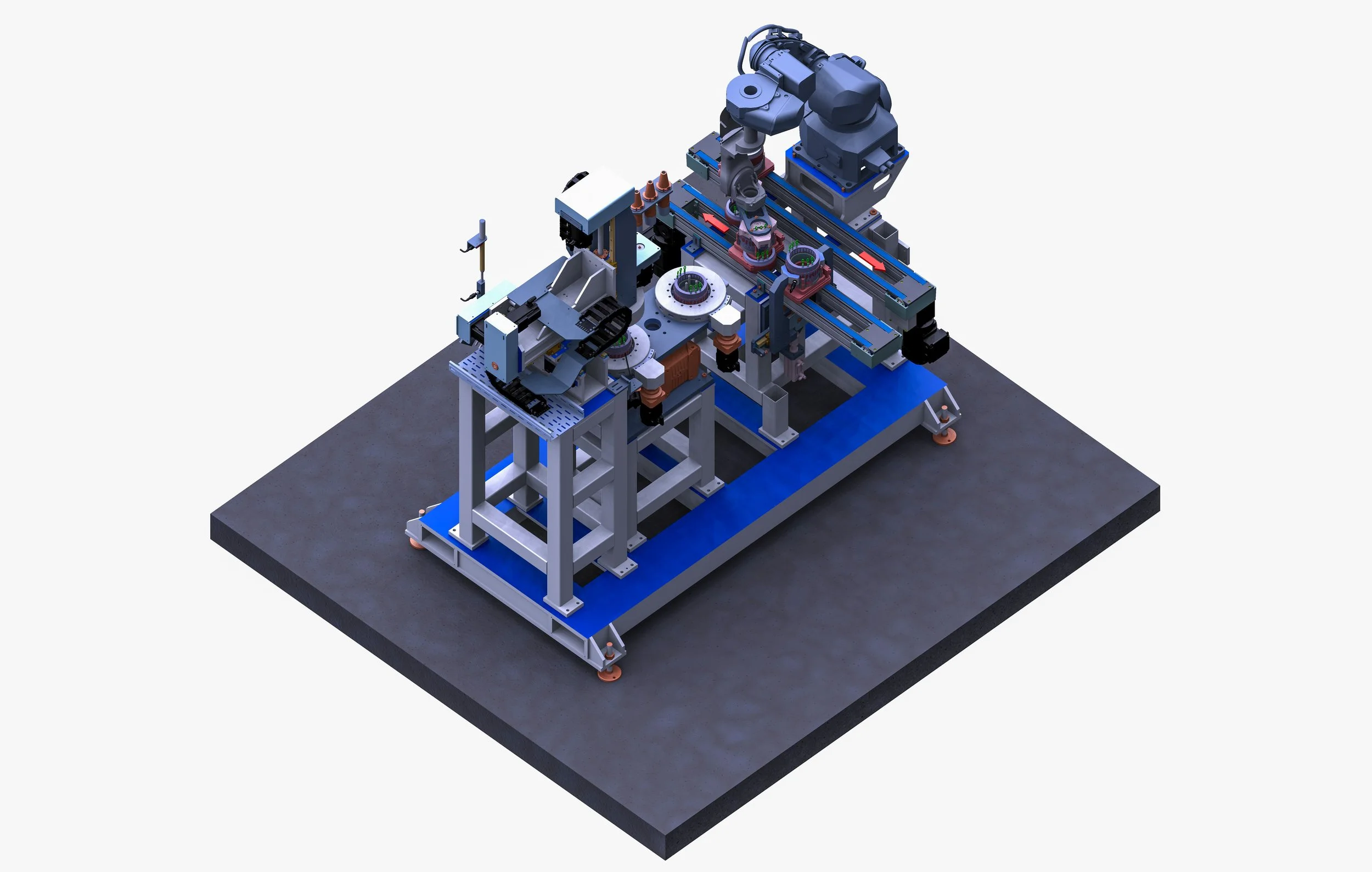
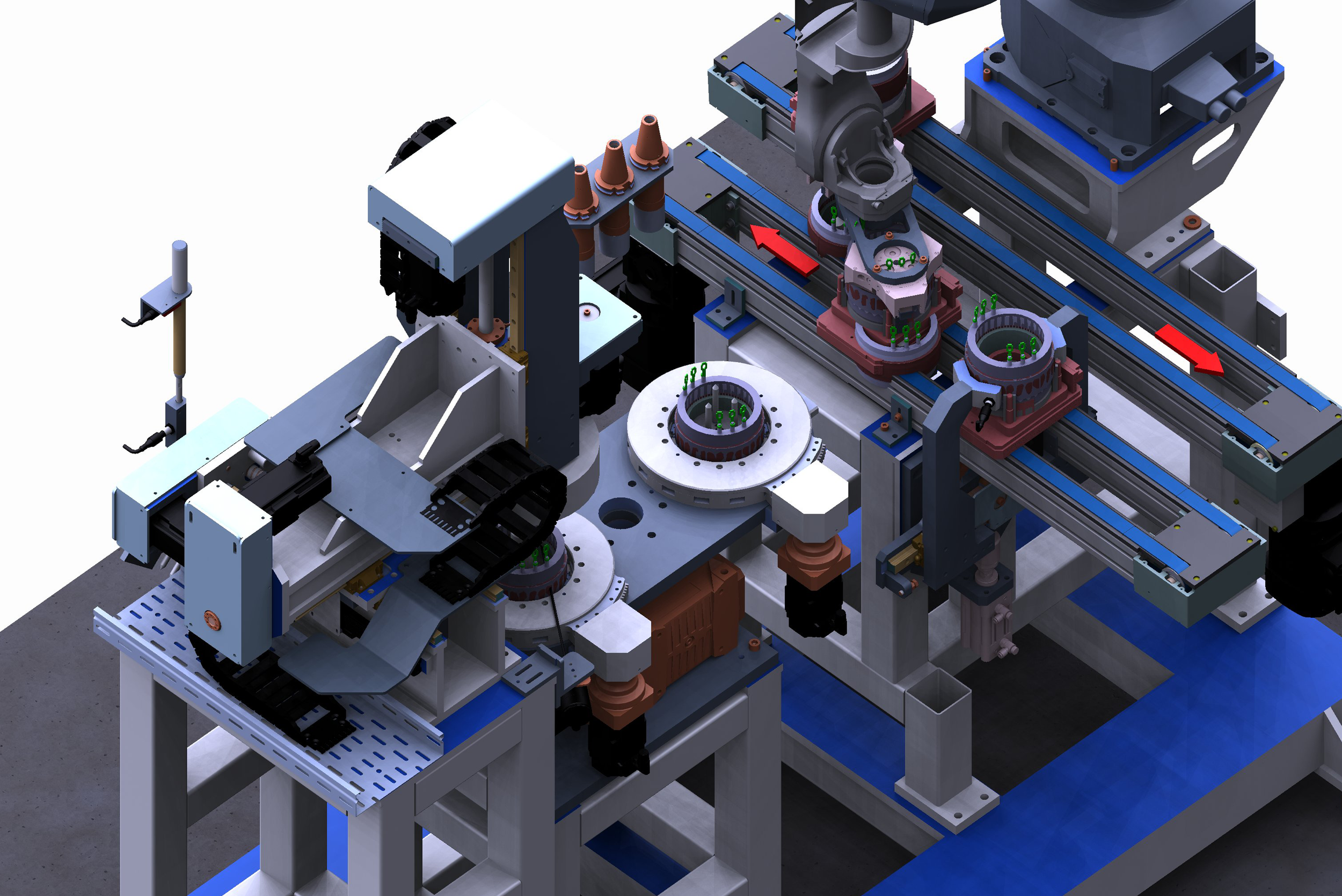
Le chargement et le déchargement des stators sont assurés par un robot industriel Fanuc équipé d’un double préhenseur électrique, permettant de travailler simultanément un stator brut et un stator fini. Les efforts de préhension sont strictement maîtrisés afin de ne pas contraindre le paquet de tôles.
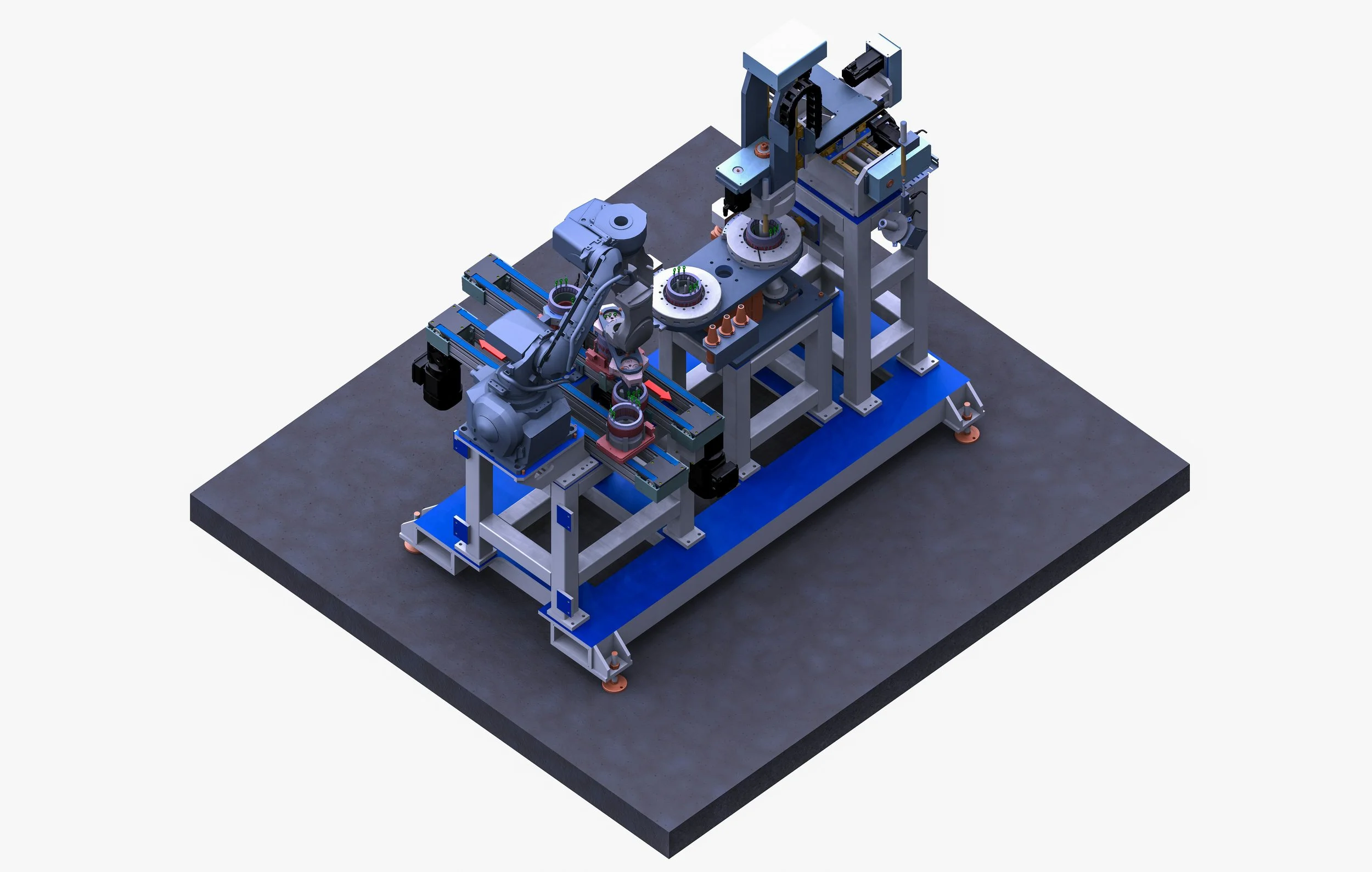
Avant chaque opération d’usinage, le stator est présenté à un pyromètre infrarouge, permettant de mesurer sa température réelle. Cette information est utilisée en temps réel pour adapter automatiquement la trajectoire d’ablation, garantissant une qualité constante quelles que soient les conditions thermiques du produit.
-
La machine intègre un plateau rotatif deux positions, permettant de masquer les temps de chargement et de déchargement pendant l’usinage. Chaque position est équipée d’un posage stator de centrage actif, basé sur un système multi-mors motorisés assurant le recentrage et le bridage du stator par son diamètre extérieur.
Les posages sont conçus pour laisser libre l’accès au diamètre intérieur et pour permettre l’interface avec un système d’aspiration dédié, destiné à capter les résidus de vernis directement à la source pendant l’usinage.
-
L’ablation du vernis est réalisée par un manipulateur 4 axes numérisés ,équipé d’une broche haute vitesse. Les axes sont entraînés par servomoteurs et vis à billes, avec des règles linéaires de mesure directe garantissant une précision et une répétabilité de positionnement de l’ordre de ± 0,01 mm.
La trajectoire d’usinage est calculée à partir d’un modèle nominal à 20 °C, puis corrigée dynamiquement en fonction de la température réelle du stator. Cette approche permet de compenser automatiquement les variations dimensionnelles liées à la dilatation thermique et d’assurer une qualité d’ablation constante sur l’ensemble des références.
-
La machine est interfacée avec le convoyeur existant via des indexeurs palettes et un système de lecture RFID. Les informations portées par chaque palette permettent d’adapter automatiquement :
les positions de préhension robot,
les paramètres de bridage des posages,
la trajectoire et les paramètres d’usinage.
L’ensemble est piloté depuis une interface homme-machine ergonomique, intégrée sur pupitre orientable, offrant les modes automatique, manuel et pas à pas, ainsi qu’un outil complet de gestion des références produits.